
 Đồ họa
Đồ họa Blogspot
Blogspot Phần mềm
Phần mềm Photoshop
Photoshop File Photoshop
File PhotoshopHome » Archives for tháng 4 2012
Bài 3: SỬ DỤNG CÁC LỆNH CƠ BẢN PLC
20:55 |1 CÁC LỆNH VÀO / RA












OUTPUT: Sao chép nội dung của bit đầu tiên trong ngăn xếp vào bit được chỉ định trong lệnh. Nội dung của ngăn xếp không thay đổi.

2 CÁC LỆNH GHI / XOÁ GIÁ TRỊ CHO TIẾP ĐIỂM
Lệnh SET ( S )
Dùng để đặt trạng thái của ngõ ra lên 1 vĩnh viễn, cho dù đã cắt nguồn ngõ vào. Trong chương trình Ladder lệnh SET luôn nằm ở cuối nhánh phía bên phải và phải có ngõ vào hoặc một lệnh đặc biệt phía trước.
Muốn chọn lệnh SET, tiến hành các bước như sau:
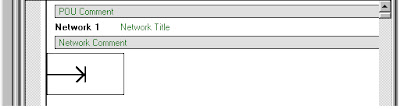
Ø Chọn ngõ vào: Từ Network 1 click chuột trái vào mũi tên sẽ hiện ô vuông như hình vẽ.

Sau đó click chuột trái vào biểu tượng contact, chọn một lệnh theo yêu cầu thiết kế. Ví dụ ở đây chọn tiếp đểm thường mở thì màn hình sẽ xuất hiện như sau.

Tên ngõ vào : Có tên từ I0.0 ¸ I0.7 & I1.0 ¸ I1.5
Ø Chọn ngõ ra : Di chuyển chuột ra cuối nhánh phía bên phải như hình.

Sau đó click chuột trái vào biểu tượng Coil từ bàn phím, gõ chữ S sau đó click chuột trái vào chữ S sẽ xuất hiện màn hình.

Ngõ vào: Có thể chọn từ I0.0 ¸ I0.7 & I1.0 ¸ I1.5
Ngõ ra: Có thể chọn từ Q0.0 ¸ Q0.7 & Q1.0 ¸ Q1.1
Số lượng ngõ ra cần SET: Số này là tùy người viết chương trình cần SET bao nhiêu ngõ ra trong một lần SET.
Ví dụ: Muốn cho 5 ngõ ra hoạt động là Q0.0, Q0.1, Q0.2, Q0.3, Q0.4 thay vì SET từng ngõ ra thì chỉ việc đặt số lượng ngõ ra cần SET là 5.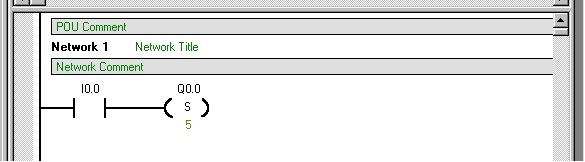
Lưu ý :
Số lượng SET được tính từ tên ngõ ra đặt đến số lượng ngõ ra cần SET (nhưng số lượng cần SET ≤ 255). Tên ngõ ra đặt được tính là 1 cho số lượng ngõ ra cần xuất.
Ví dụ : Cần SET 2 ngõ ra là Q0.5 & Q0.6 thì phải đặt như hình dưới đây:

Số lượng ngõ ra cần SET chỉ áp dụng khi các ngõ ra phải có thứ tự tên liên tục (Q0.0, Q0.1, Q0.2 hoặc Q0.5, Q0.6, Q0.7) còn nếu số lượng ngõ ra cần SET khi các ngõ ra không có thứ tự tên liên tục thì không thể áp được, nếu áp dụng sẽ dẫn đến sai theo yêu cầu
Ví dụ : Khi Cần SET 3 ngõ ra có tên Q0.0, Q0.2, Q0.4 thì không thể đặt số lượng cần SET ngõ ra là 3 như hình sau, mà phải SET từng ngõ ra một


Lệnh RESET (R)
Dùng để đặt trạng thái của ngõ ra xuống 0 vĩnh viễn. Trong chương trình Ladder lệnh RESET luôn nằm ở cuối nhánh phía bên phải và trước nó phải có ngõ vào hoặc một lệnh đặc biệt.
Muốn chọn lệnh RESET tiến hành các bước tương tự như lệnh SET. Thay vì vào biểu tượng coil chọn S thì như lệnh SET thì phải chọn R:
Như vậy lệnh RESET & lệnh SET có các bước thao tác tương tự nhau, nhưng chỉ khác nhau ở chức năng của từng lệnh.
Số lượng RESET được tính từ tên ngõ ra đặt đến số lượng ngõ ra cần RESET (nhưng số lượng cần RESET ≤ 255). Tên ngõ ra đặt được tính là 1 cho số lượng ngõ ra cần xóa.
Ví dụ mô tả các lệnh vào ra và S, R :

Giản đồ tín hiệu thu được ở các lối ra theo chương trình trên như sau :

LỆNH CỜ M & V :
Cờ M & V có chức năng như một rơ le trung gian có nghĩa là nó có cuộn dây và các tiếp điểm thường mở, thường đóng như các công tắc tơ thông thường, nhưng không thể xuất ra ngoài để điều khiển các cơ cấu chấp hành như các ngõ ra Q mà chỉ giả lập trong chương trình. Cách lấy cờ M & V tương tự như các bước lấy ngõ ra Q
Lưu ý :
§ Cờ M & V cũng có thể là ngõ ra bình thường hoặc có thể dùng lệnh SET, RESET như ngõ ra Q.
BÀI TẬP ỨNG DỤNG
1. Mạch khởi động sao /tam giác
Yêu cầu công nghệ
Nhấn nút mở máy S1, CTT K1 và CTT K2 có điện, đóng lại cấp nguồn cho động cơ hoạtđộng ở chế độ sao. Sau thời gian nhấn nút S2, CTT K2 mở ra, CTT K3 đóng lại, động cơ chuyển sang chế độ tam giác. Nhấn nút nhấn dừng S3, động cơ ngừng hoạt động.
2. Mạch khởi động qua điện trở phụ
Yêu cầu công nghệ
Nhấn nút mở máy S1, CTT K1 đóng lại cấp nguồn cho động cơ hoạt động qua điện trở phụ. Sau thời gian nhấn nút S2, CTT K1 mở ra, CTT K2 đóng lại, động cơ hoạt động bình thường không qua điện trở. Nhấn nút nhấn dừng S3 hoặc tiếp điểm role nhiệt hoạt động, động cơ ngừng. Viết chương trình điều khiển hệ thống trên.
3. Mạch đảo chiều động cơ
Yêu cầu công nghệ
Nhấn nút mở máy S1, CTT K1 đóng lại cấp nguồn cho động cơ hoạt động theo chiều thuận. Nhấn nút S2, CTT K1 mở ra, CTT K2 đóng lại, động cơ hoạt động theo chiều nghịch. Nhấn nút nhấn dừng S3 hoặc tiếp điểm role nhiệt hoạt động, động cơ ngừng. Viết chương trình điều khiển hệ thống trên.
Hot
-
 Bài 2 hướng dẫn sử dụng phần mềm Simatic S7.200 để viết chương trình điều khiển cho PLC. Ngoài ra, cũng hướng dẫn sử dụng phần mềm Simulator...
Bài 2 hướng dẫn sử dụng phần mềm Simatic S7.200 để viết chương trình điều khiển cho PLC. Ngoài ra, cũng hướng dẫn sử dụng phần mềm Simulator... -
 Bài 1 trình bày tổng quan về PLC S7.200, cấu trúc phần cứng, phương thức hoạt động của PLC S7.200. Đồng thời nêu những ưu điểm khi các nhà...
Bài 1 trình bày tổng quan về PLC S7.200, cấu trúc phần cứng, phương thức hoạt động của PLC S7.200. Đồng thời nêu những ưu điểm khi các nhà... -
 (Traidatmui.com) – Hiện nay có rất nhiều trang website cung cấp cho bạn host miễn phí tuy nhiên không phải hosting nào cũng tốt, cũng đảm...
(Traidatmui.com) – Hiện nay có rất nhiều trang website cung cấp cho bạn host miễn phí tuy nhiên không phải hosting nào cũng tốt, cũng đảm... -
 Với thủ thuật nhỏ dưới đây, các bạn có thể "hô biến" tiện ích này "biến mất" và cho nó "xuất hiện" ở một số ...
Với thủ thuật nhỏ dưới đây, các bạn có thể "hô biến" tiện ích này "biến mất" và cho nó "xuất hiện" ở một số ... -
 Đây là trang cho phép các bạn download tài liệu và phần mềm do các bạn khác hoặc tôi chia sẻ.
Đây là trang cho phép các bạn download tài liệu và phần mềm do các bạn khác hoặc tôi chia sẻ. -
Phần mềm tiện lợi trong việc vẽ các sơ đồ mạch điện công nghiệp, được hỗ trợ đầy đủ các kí hiệu của các thiết bị dùng trong công nghiệp như...
-
 Xin chia sẽ cùng các bạn cách tạo menu giống báo Dân trí. Menu này sẽ gồm có các mục menu chính và các menu con được ẩn bên dưới các menu ...
Xin chia sẽ cùng các bạn cách tạo menu giống báo Dân trí. Menu này sẽ gồm có các mục menu chính và các menu con được ẩn bên dưới các menu ... -
 S7-1200 là một dòng của bộ điều khiển logic lập trình (PLC) có thể kiểm soát nhiều ứng dụng tự động hóa. Thiết kế nhỏ gọn, chi phí thấp, và ...
S7-1200 là một dòng của bộ điều khiển logic lập trình (PLC) có thể kiểm soát nhiều ứng dụng tự động hóa. Thiết kế nhỏ gọn, chi phí thấp, và ... -
 Với việc sử dụng mootools thì thanh HotNews sẽ trở nên pro hơn nhiều, mặc định các bài viết sẽ tự động luân chuyển trong 1 khoảng thời g...
Với việc sử dụng mootools thì thanh HotNews sẽ trở nên pro hơn nhiều, mặc định các bài viết sẽ tự động luân chuyển trong 1 khoảng thời g... -
 Babylon là phần mềm từ điển và dịch thuật hàng đầu thế giới, cung cấp cho bạn công cụ trực quan nhất cho mọi nhu cầu dịch thuật của mìn...
Babylon là phần mềm từ điển và dịch thuật hàng đầu thế giới, cung cấp cho bạn công cụ trực quan nhất cho mọi nhu cầu dịch thuật của mìn...

